
Cincom MC20 IV
品牌: CINCOM

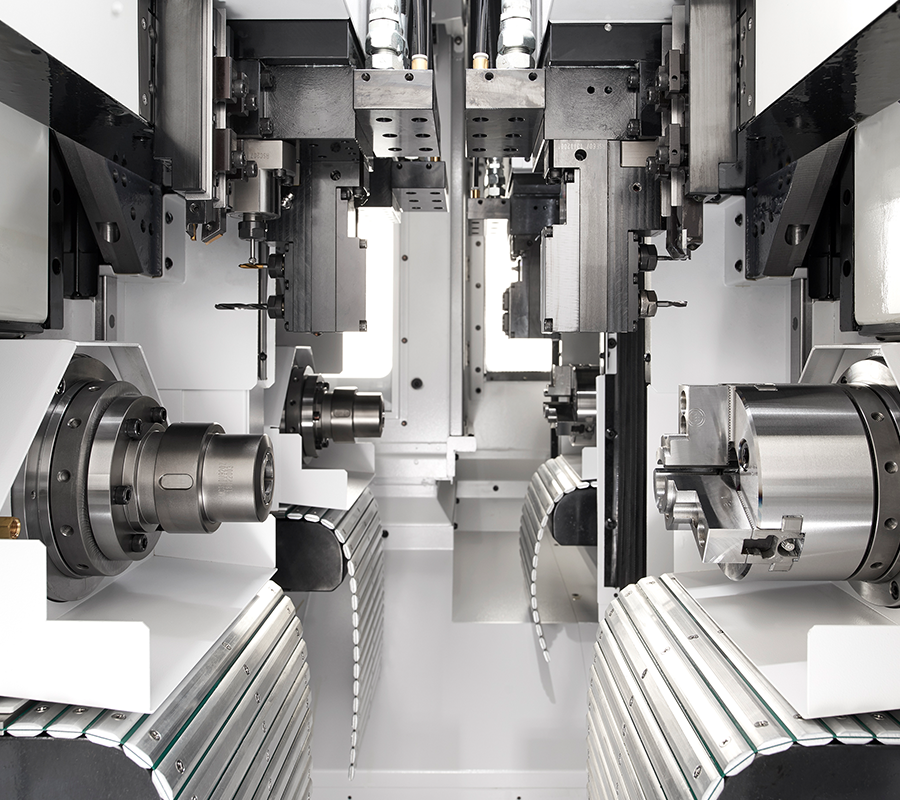


搭载4个模块,实现进一步升级的多站加工单元
通过作为MC20系列基础的、模块化设计的多站结构,在4座加工站对加工工序优化配置,缩短节拍时间。
- 将4台由主轴台与刀架构成的相同加工模块安装在一个床体上,与以往的生产线相比,这样的机械结构可以使单位面积的平均生产效率大幅提高。
- 按照1个主轴+1个刀架的车床的操作要领,可以很容易地对单个模块进行安装。
产品规格
| 型号 | MC20IV | |
|---|---|---|
| 模块搭载数 | 4 | |
| 夹具尺寸 | 4英寸夹具 | |
| 工件贯通最大直径 | ø20mm | |
| 最大工件长度 | 70mm | |
| 主轴最大钻孔直径 | ø7mm | |
| 主轴最大攻丝直径(切削攻丝) | M6 | |
| 主轴旋转速度 | Max8,000min-1 | |
| 排刀旋转刀具最大钻孔直径 | ø5mm | |
| 排刀旋转刀具最大攻丝直径(切削攻丝) | M5 | |
| 标准加工规格时,刀具安装数量 | 1个模块5把 | |
| 标准加工规格时,刀具安装数量(车削刀具) | 2把 | |
| 标准加工规格时,刀具安装数量(交叉钻孔) | 3把 | |
| 车削、交叉、端面加工规格 | 1个模块6把 | |
| 车削、交叉、端面加工规格(车削刀具) | 2把 | |
| 车削、交叉、端面加工规格(交叉钻孔) | 2把 | |
| 车削、交叉、端面加工规格(端面钻孔刀具) | 2把 | |
| 最大加工规格 | 1个模块9把 | |
| 最大加工规格(车削刀具) | 4把 | |
| 最大加工规格(交叉钻孔) | 1把 | |
| 最大加工规格(端面钻孔刀具) | 4把 | |
| 刀具尺寸 | 车刀 | □13mm |
| 钻套 | ø19.05mm、ø20mm | |
| 快速进给速度 | X、Y、Z轴 | 32m/min |
| A轴 | 40m/min | |
| 电机 | 主轴驱动用 | 2.2/3.7kW |
| 排刀刀具主轴驱动用 | 0.75kW | |
| 切削油用 | 0.18kW×2 0.25kW×2 | |
| 额定功率消耗 | 22kVA | |
| 中心高度 | 1,060mm | |
| 设备重量 | 5,000kg | |
| 型号 | MC20IV | |
|---|---|---|
| 模块搭载数 | 4 | |
| 夹具尺寸 | 4英寸夹具 | |
| 工件贯通最大直径 | ø20mm | |
| 最大工件长度 | 70mm | |
| 主轴最大钻孔直径 | ø7mm | |
| 主轴最大攻丝直径(切削攻丝) | M6 | |
| 主轴旋转速度 | Max8,000min-1 | |
| 排刀旋转刀具最大钻孔直径 | ø5mm | |
| 排刀旋转刀具最大攻丝直径(切削攻丝) | M5 | |
| 标准加工规格时,刀具安装数量 | 1个模块5把 | |
| 标准加工规格时,刀具安装数量(车削刀具) | 2把 | |
| 标准加工规格时,刀具安装数量(交叉钻孔) | 3把 | |
| 车削、交叉、端面加工规格 | 1个模块6把 | |
| 车削、交叉、端面加工规格(车削刀具) | 2把 | |
| 车削、交叉、端面加工规格(交叉钻孔) | 2把 | |
| 车削、交叉、端面加工规格(端面钻孔刀具) | 2把 | |
| 最大加工规格 | 1个模块9把 | |
| 最大加工规格(车削刀具) | 4把 | |
| 最大加工规格(交叉钻孔) | 1把 | |
| 最大加工规格(端面钻孔刀具) | 4把 | |
| 刀具尺寸 | 车刀 | □13mm |
| 钻套 | ø19.05mm、ø20mm | |
| 快速进给速度 | X、Y、Z轴 | 32m/min |
| A轴 | 40m/min | |
| 电机 | 主轴驱动用 | 2.2/3.7kW |
| 排刀刀具主轴驱动用 | 0.75kW | |
| 切削油用 | 0.18kW×2 0.25kW×2 | |
| 额定功率消耗 | 22kVA | |
| 中心高度 | 1,060mm | |
| 设备重量 | 5,000kg | |
